产品别名 |
电线对折贴标机 |
面向地区 |
标签贴到包装容器上,标签的中心线与其理论位置的偏差在规定范围内,称为正标。同一包装容器上有多张标签的,应按上述定义求出各自与理论位置的偏差,均应在规定范围内。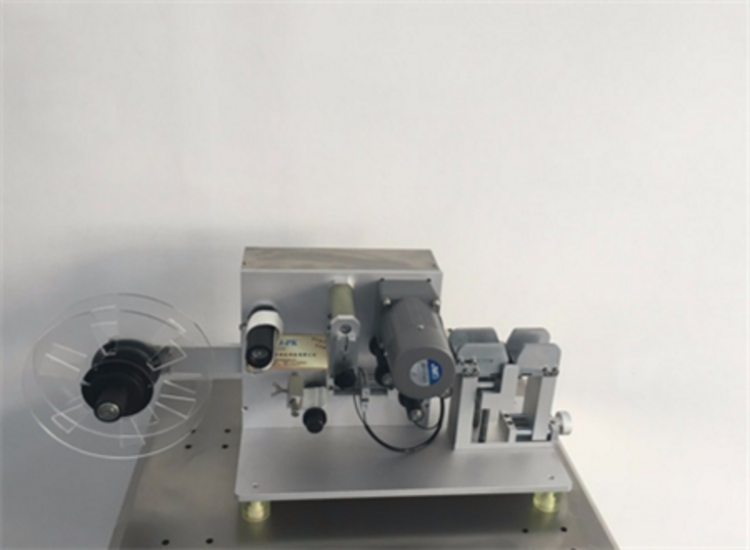
按照贴标签要求(单标或多标)贴上标签的包装容器数量与被检查的包装容器总数量的百分率。在贴标过程中,被贴标机损坏的标签数量与被检查的包装容器贴标时所耗用的标签总数量的百分率。在被检查的包装容器中,正标的包装容器数量与被检查包装容器总数量的百分率。
工作过程的开始是箱子在传送带上以一个不变的速度向贴标机进给。机械上的固定装置将箱子之间分开一个固定的距离,并推动箱子沿传送带的方向前进贴标机的机械系统包括一个驱动轮,一个贴标轮,和一个卷轴。驱动轮间歇性地拖动标签带运动,标签带从卷轴中被拉出,同时经过贴标轮贴标轮会将标签带压在箱子上。在卷轴上采用了开环的位移控制,用来保持标签带的张力因为标签在标签带上是彼此紧密相连的,所以标签带不断起停。
模切质量的好坏同样对自动贴标时是否容易断带有很大的影响,如果模切压力过大会造成底纸被切穿引起底纸抗拉强度下降导致贴标断带。模切不良导致的贴标断带底纸断裂面比较齐,且裂口在模切线位置上。
标签用一种热熔胶粘贴,并采用紫外线干燥处理。新伺服控制系统的应用使贴标和热处理工艺的各种变量达到佳化控制,不管瓶子是什么形状,都可以所贴标签合适地与瓶子外形吻合。
使用范围广:在有效的折径范围内,不论包装物是圆形、方形或其他异型形状,材质为玻璃、塑胶,都能适用。运转成本低廉:一机多瓶使用,在整台设备上只有切刀是磨耗零件,获取容易,更换方便,成本负担低。更换包装物容易:采用模组化换模设计,一瓶一模 更模免用任何刀具,只需手动作些简单的调整即可。